 Ville Patola
Ville Patola
Tempered glass customers usually have certain tolerances for tempered distortion and other defects, like white haze. I heard a while ago that this phenomenon is also being called “ghosting”. Ghosting is a funnily accurate description, since if you don’t know exactly what must be done to avoid the defect – it really feels as if there’s a ghost in the furnace causing it.
Have you had a ghost in your tempered glass?
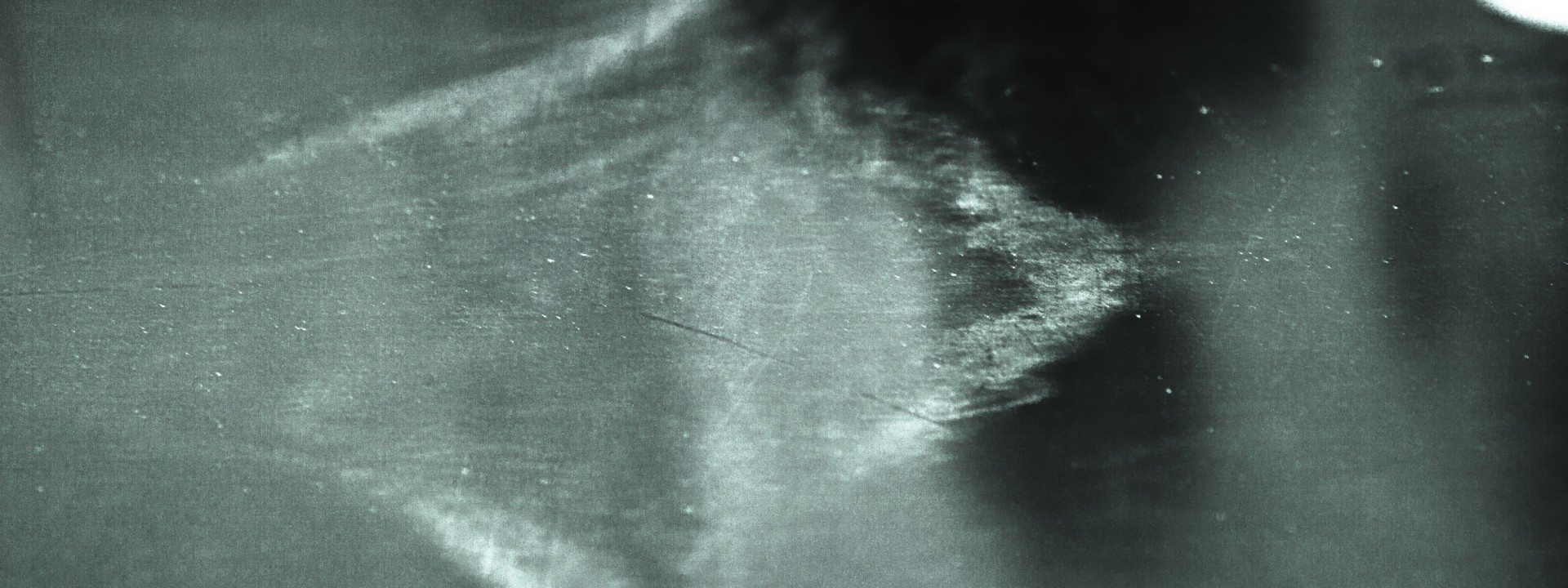
So what is white haze? The white hazy material can be dust, roller residuals or actual mechanical deformations caused by a mechanical pressure that is too strong between the glass and the rollers. White haze can be caused by multiple reasons and can occur in several different forms. Perhaps, the most common type of white haze is a vertical strip in the center of the glass. White haze can occur also near the ends, on the corners of the glass or all over the glass with vague hazy areas or some repetitive stripes or marks. There are many types of white haze that can occur, and all of those can be solved with a different medicine.
White haze – marks on the glass
White haze – marks on the glass
In this article, we’ll go through a check-list that you can use as a basis for your systematic problem-solving process to eliminate the white haze defect.
There any many types of white haze that can occur and all of those are solved with a different medicine. As with any defect, a systematic approach to problem solving is extremely important when tackling the white haze defect.
Remember also to download our presentation that can help overcome your other quality issues in tempering process.
Step 1: Define and describe the problem
Step 2: Analyze the changes in the surrounding environment
Step 3: Use process data and analytics
Step 4: Analyze possible mechanical sources
Step 5: Corrective actions
A systematic approach to problem solving will help you get rid of the white haze effect. As mentioned in the beginning of this post, there are a number of different forms in which white haze presents itself. In the coming posts, we will cover how to solve each type of white haze problem point by point.
Sign up for Glastory newsletter

We answer your questions about glass processing. Let us know your challenges and we promise to do our best to help you.
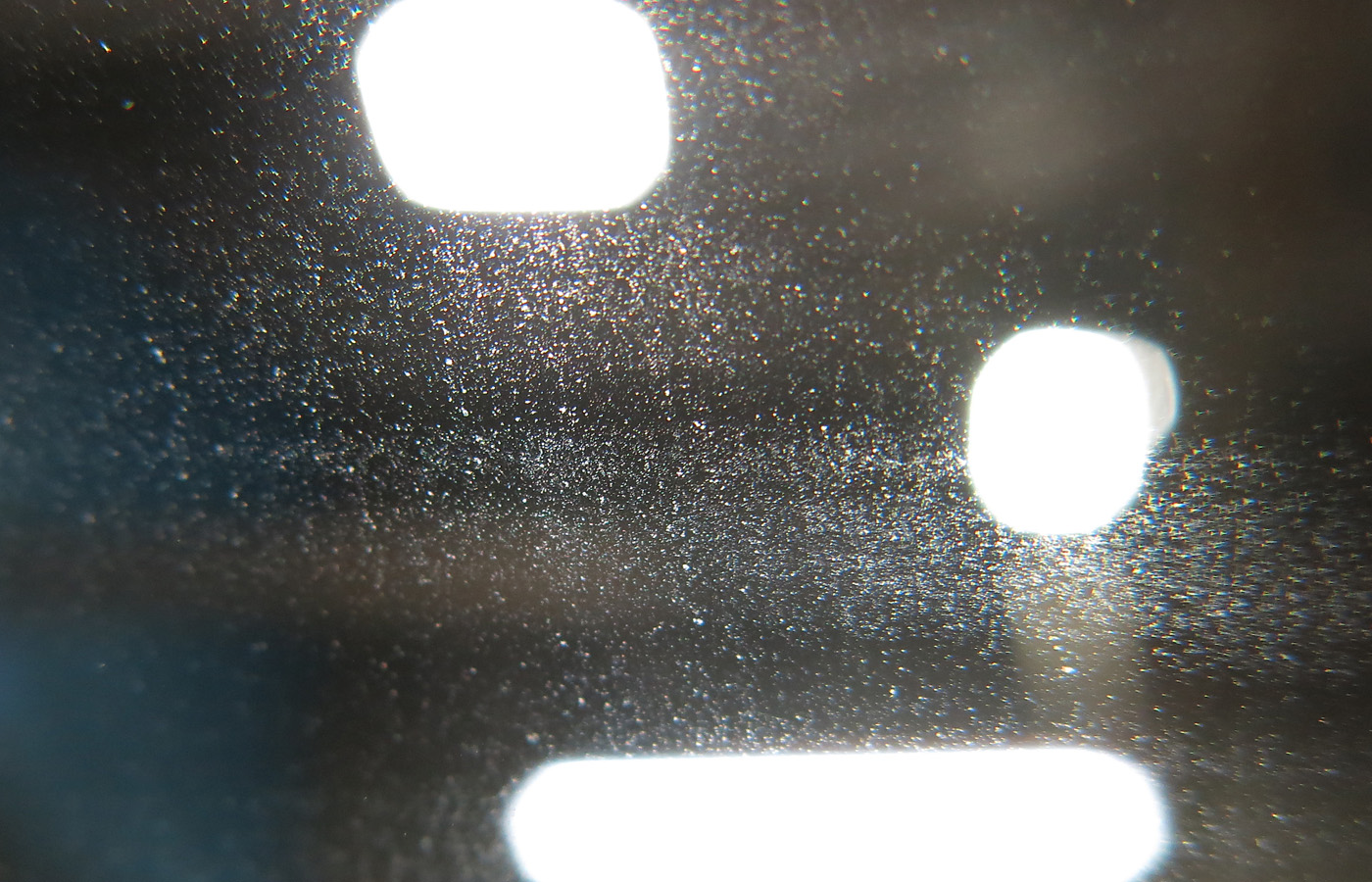

Almost all ‘white haze’ is nothing else other than glass dust, generated by the edge grinding/seaming operation just prior to tempering. The edge seamed/ground glass gets into the washing machine, where the glass dust is washed off. Unfortunately, this water isn’t cleaned, and at some point this starts getting recirculated, making a fine layering on the glass. During tempering this fuses on to the glass and appears as white haze.
Solution – keep washing and rinsing the water tanks of the glass washer frequently, more than once everyday if needed.
Good comment! Great majority of the white haze issues are caused by pre-processing in some form. According to our experience the 80/20 rule applies here as well. 80% of white haze issues are caused by the processes prior to tempering and 20% have something to do with tempering line itself.
Is the white haze most likely to appear on the tin-side or on the air-side of the glass, when the furnace parameters are not quite right?
White haze is appears easier on air side. So if possible, run the glass tin side against rollers.
hello,
is it possible to have haze on a coated side of the glass?
(sun protect, soft coated)
Hi, yes it is also possible. In this case the haze naturally does not come from the rollers but most likely from some impurities from the air.
Why Change the colour of white glass after Temper process?
Help me how to solve that problem.
Dear Miika,
Can haze/ ghost marks appear on clear tempered glass through a cold temperature in a wine cellar?
Regards,
Ron
I guess it would be possible but unlikely. This would be easy to spot from the image that appears to the glass. The marks in the glass could possibly be traced to furnace or quench based on the pattern. But the more likely option in this case is that in moist environment the glass surface reacts to air impurities/humidity and cause certain fuzzyness in the glass.
Hi ,
dear mika
For two weeks we find that the fault is in the furnace. The defect white haze free products are usually in the morning but in the afternoon and midnight shifts these problems and have lots of products we are experiencing disadvantage. By turning off the furnace for 0.5 hour , white haze process returns to the conductor for a few hours is not victory. Please advise links on the problem?
Hi Hamid, sounds to me like to bottom temperatures are not under control during the operation. During the 30min break the temperatures stabilise and then you get good quality for 30min. If this is the source for the mistake, then decrease the temperatures a bit and increase slightly the heating time and test if that helps. Best, Miika
hi mika
Since the replacement of glass from other suppliers White Cloud problem was resolved .
So, whether material or chemical analysis on the failure white clouds float glass is effective?
Interesting Hamid. It is true that different float glass manufacturers can have different composition which can have an effect on this. We have not made a material study on this with different floats. It would be interesting to hear experiences also from other processors. Can you Hamid tell which float you had challenges and with which float the process was ok?
Hello. Can you tell how to erase white haze in tempered glass?
Best regards
Miha
Sometimes the haze can be just swiped away or washed. If it does not come out by swiping or washing then the solution is to make corrections to the tempering process. In this post you can find couple of practical examples.
Is it possible to eliminate the white stripe by lowering the line speed in the furnace to 50mm/sec also what are the bad side effects of doing this
Dear Mr Patola,
My name is Loukas Skretis, agronomist at Wonderplant in Greece. Wonderplant is operating 12ha glass hydroponic greenhouse in Greece. We are about to finish our 4ha expansion. Just recently after cleaning the tempered glass panes which recently installed by the contractor we realized that 30% of the panes have “ghosting” exactly as you perfectly describe it. My question is if this phenomenon gets worse over time , meaning if it can spread all over the surface after a period of time , and secondly if it can have an effect on the safety and durability of the pane.
Greenhouse is a humid environment and some chemicals are used from time to time.
Thanks for your time. Loukas Skretis
Lower line speed helps to reduce the white strips. However, good movement control and enough temperature measurement accuracy is needed to compensate the localization of heating. Too slow movement of hot glass can increase roller wave and edge lift.
In new glasses this “ghosting” is typically the white hazes. Amount of similar white hazes do not increase, but due to ageing glass gets small scratches and flaws. These scratches and flaws can then be affected from chemicals and the visibility of those increases. This ageing can also decrease the mechanical strength of glass. However, for ageing we usually talk about years.
I always get ghosting after cleaning the oven. Suggestions to eliminate this ghosting. Thanks.
Hi thank you for your support about the white line I will try it on Tuesday afternoon I run a glaston fc 500 furnace in Toronto Canada 🇨🇦 but today Monday is a holiday here thank you what about if I slow down the speed of the oven or should I raise the bottom confection
I just want to know how you can help me get raid of the white center line is it heating problem on the bottom furnace or it confection problem or is it the line speed please let me know what is the best way thank you