 Ville Patola
Ville Patola
Tempered glass customers usually have certain tolerances for tempered distortion and other defects, like white haze. I heard a while ago that this phenomenon is also being called “ghosting”. Ghosting is a funnily accurate description, since if you don’t know exactly what must be done to avoid the defect – it really feels as if there’s a ghost in the furnace causing it.
Have you had a ghost in your tempered glass?
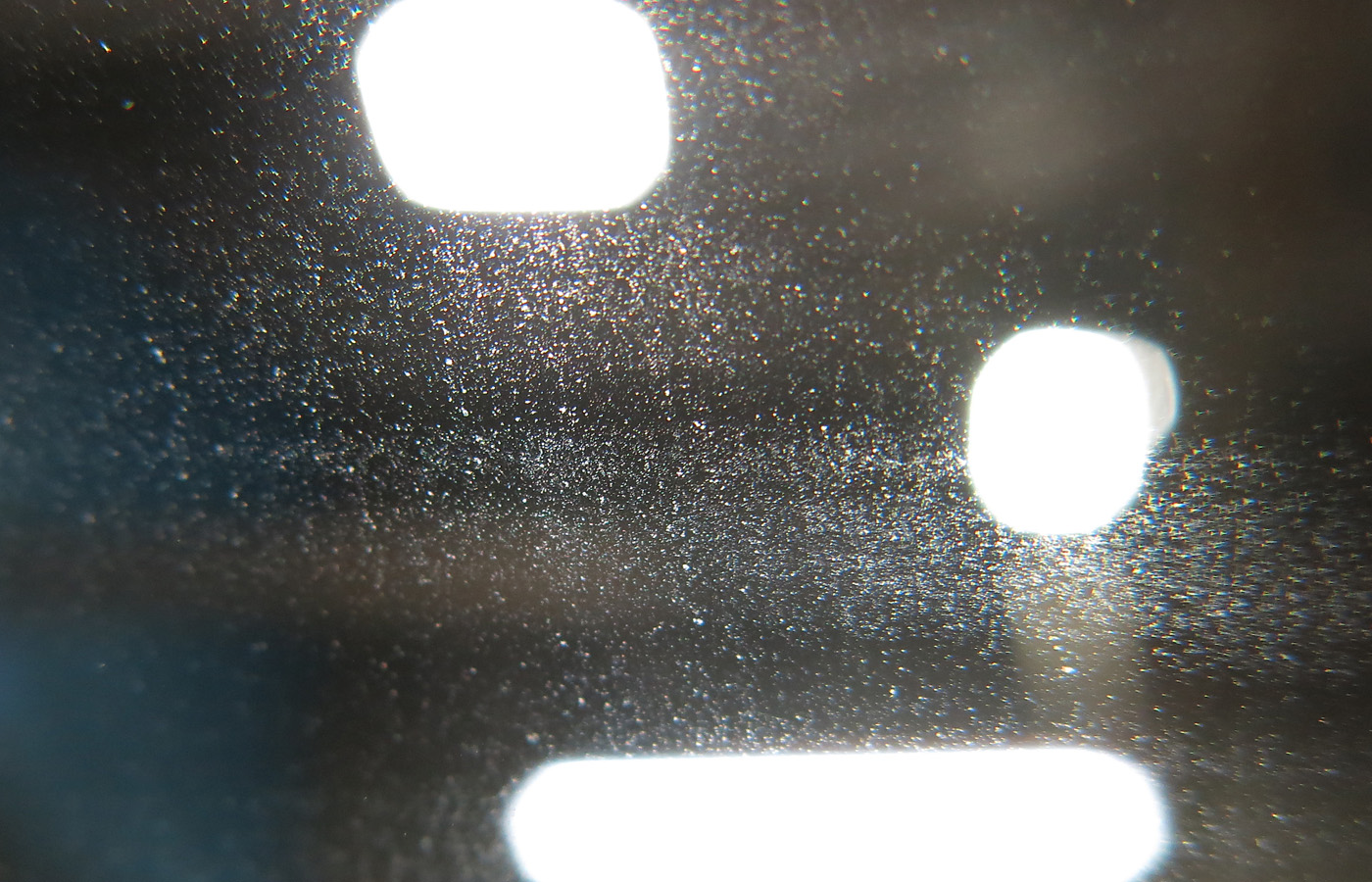
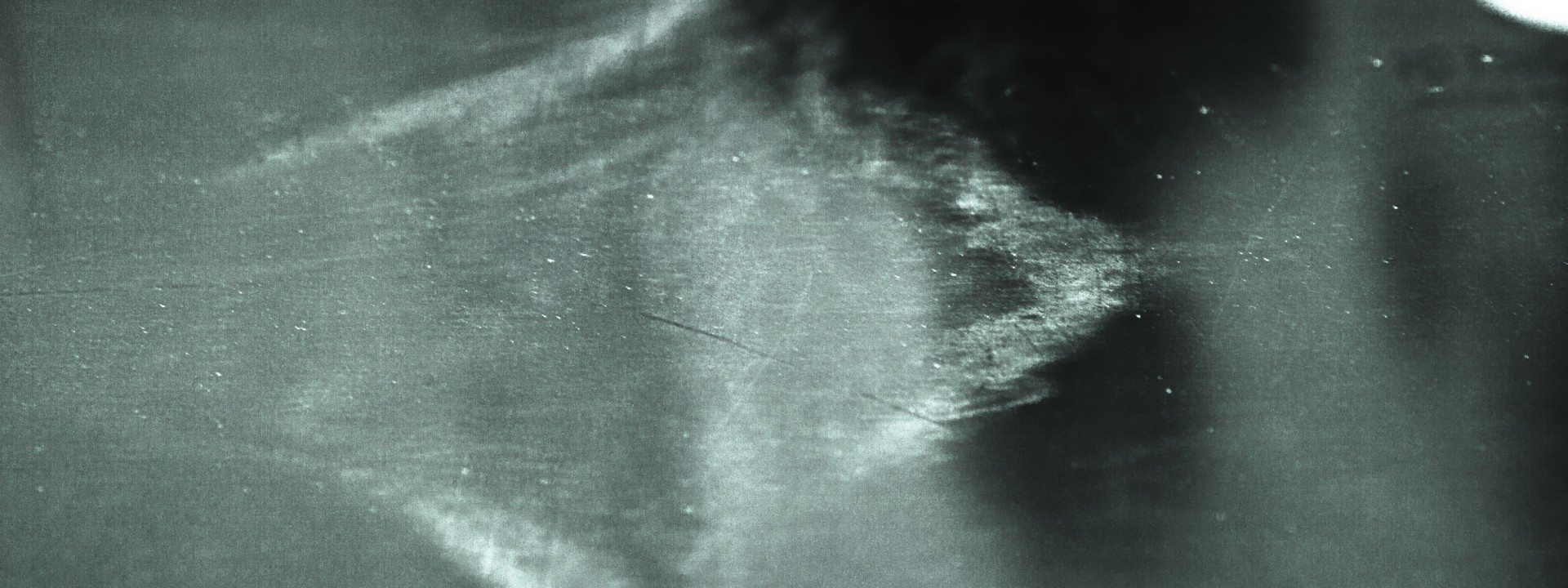
So what is white haze? The white hazy material can be dust, roller residuals or actual mechanical deformations caused by a mechanical pressure that is too strong between the glass and the rollers. White haze can be caused by multiple reasons and can occur in several different forms. Perhaps, the most common type of white haze is a vertical strip in the center of the glass. White haze can occur also near the ends, on the corners of the glass or all over the glass with vague hazy areas or some repetitive stripes or marks. There are many types of white haze that can occur, and all of those can be solved with a different medicine.
White haze – marks on the glass
White haze – marks on the glass
In this article, we’ll go through a check-list that you can use as a basis for your systematic problem-solving process to eliminate the white haze defect.
There any many types of white haze that can occur and all of those are solved with a different medicine. As with any defect, a systematic approach to problem solving is extremely important when tackling the white haze defect.
Remember also to download our presentation that can help overcome your other quality issues in tempering process.
Step 1: Define and describe the problem
Step 2: Analyze the changes in the surrounding environment
Step 3: Use process data and analytics
Step 4: Analyze possible mechanical sources
Step 5: Corrective actions
A systematic approach to problem solving will help you get rid of the white haze effect. As mentioned in the beginning of this post, there are a number of different forms in which white haze presents itself. In the coming posts, we will cover how to solve each type of white haze problem point by point.
Für den Glastory-Newsletter anmelden

Wir beantworten Ihre Fragen zur Glasverarbeitung. Teilen Sie uns Ihre Herausforderungen mit und wir versprechen, unser Bestes zu tun, um Ihnen zu helfen.
Comments are closed.