
 Miika Äppelqvist
Miika Äppelqvist
One of the most controversial issues in the glass industry today (and one of the most-read articles in Glastory) is the subject of anisotropy, and whether it is a quality defect or not. This is the term used to describe the phenomenon of patterns and colorful areas in heat-treated glass that become visible under certain light and viewing conditions. And sometimes, this effect can be disturbingly noticeable.
Anisotropy is increasingly the subject of dispute. Glass suppliers rely on standards that state anisotropy is not a defect but rather an inherent part of the tempering process. Designers and their clients, however, consider it a defect and refuse to accept glass with visible anisotropy.
Technically, anisotropy may not be a defect. Yet the fact that end customers inevitably perceive it as a major problem makes it a real issue. Visible anisotropy does not make the glass bad from a structural point of view, but the glass indeed looks as if it is of poor visual quality.
Instead of debating about what is acceptable or who is to blame, glass processors should shift their focus to find solutions that satisfy quality-conscious customers. The best response is to deliver the highest possible quality glass products without any irritating effects.
A more scientific definition of anisotropy is that a material – in this case glass – has directionally dependent properties. Glass has number of properties. But in this case, the most valid are tensile stress, conductivity and refractive index.
The anisotropy phenomenon is more noticeable in certain conditions. For example, two or three hours before sunset, the effect is considerably amplified in glass installations close to the seaside. In practice, this means the anisotropy effect is more visible when there is polarized light in the natural environment. But more precisely, the phenomenon is critical when polarized light is coupled with the birefringent property of glass and its mechanical stresses caused by the tempering process. Ok, I know this goes now too deep into the physics.
Anisotropy can be always seen with a polarization filter, like sun glasses, but sometimes it is visible with the naked eye. It is important to understand that if anisotropy can be seen with the naked eye, there is some light polarization happening already in the environment. Because of this, the final installation place has a huge impact on the visibility of anisotropy. Polarization can be caused by reflection, when a light beam is reflected from a dielectric medium and gets polarized, or by scattering, which can happen in the atmosphere, even on a clear day.

From a glass processors’ point of view, there is only one parameter that can be influenced – and that is the mechanical stresses in the glass. In other words, the evenness of stresses in the glass. Anisotropy is caused by uneven heating or uneven cooling during the tempering process. If the tempering process is not optimized in terms of the parameters or the tempering line itself, it will affect the amount of visible anisotropy that is present in the glass.
When aiming to get rid of these undesirable stripes or patterns in the glass, one of the best places to start with is the tempering line selection. It is important to find a tempering line where anisotropy has been taken into consideration in the design phase.
Every section in the tempering process can cause anisotropy. If the glass is heated up and quenched uniformly, anisotropy simply cannot occur.
Surprisingly, the worst cases of anisotropy are usually caused in the heating section. Using local heating that is too strong produces a critical temperature difference. This difference then continues throughout the quench section and results in considerable anisotropy at the end.
The quench section also plays a large role in causing anisotropy. Any non-uniformity in quenching, such as from the rollers conducting cooling onto the glass or quench nozzles blowing air inconsistently, can easily lead to its occurrence.
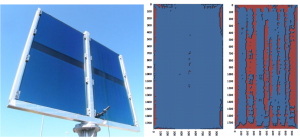
It’s very challenging to talk about a defect if we can’t measure it. To date, there has been only one measurement system, Glaston IriControL, for glass anisotropy. This tool enables the exact measurement of anisotropy level in the glass. The system analyzes a glass surface by individually defined measurement points, calculates the percentage of non-critical anisotropy and then documents the results.
The more pressing questions, however, are to define what level of anisotropy is still acceptable and how the glass installation position should be taken into consideration.
The Glaston IriControL classification and calibration method is based on a human test for which over a hundred professionals were asked to give their opinion on the anisotropy level in real life. Based on this test, the measurement values have been calibrated to match the human test results.
It is clear that a building, which will be installed next to the sea, should have glass with lower anisotropy rates than a building less exposed to polarized light. This also poses a challenge for architects and structural engineers.
One thing is clear for larger projects – a mock-up should always be made at the installation place to get a real idea of the glazing’s appearance.
Thanks to research and development, progressive solutions are now enabling glass processors to control anisotropy much better than in the past. In addition to the measurement technology, new tempering lines now also have advanced features that minimize anisotropy. For example, one novel thing this year is the original nozzle pattern that minimizes anisotropy caused by the quench. This may sound like a small thing but it is the result of a long-lasting research project and has been proven to have a positive effect on anisotropy rates.
Anisotropy continues to be a challenging issue in the industry. Luckily, today there are more measurement tools, increased knowledge and new production technology that allow us to better cope with the phenomenon.

Sign up for Glastory newsletter

We answer your questions about glass processing. Let us know your challenges and we promise to do our best to help you.
Comments are closed.