
 Miika Äppelqvist
Miika Äppelqvist
This is the first answer posted on our #AskGlaston series. We have received a nice number of questions from you and we’ll publish an answer post every other week. Many thanks you to all of you for your valuable contribution. Truly appreciated!
Let’s get started! In this post, we’ll cover two questions. I suggest for you to read through the full post. The the answer to Question #2, you’ll gain access to a ton of valuable material!
#AskGlaston Question #1:
“Hello! We currently have an issue with anisotropy while heat strengthening a silver reflecting solar control coated glass with 0.05 emissivity. The thickness of the glass is 10 mm. Until now, we thought that the anisotropy is coming from the quenching. We tried to “play” with the distance of the nozzles in the quenching so we could reduce the phenomenon. Unfortunately, the nozzles on the top and bottom of the quench cannot move independently.
Would an upgrade of the nozzles be a solution? Could we reduce the phenomenon even more if we could move the nozzles independently? What would be a recommendation? To be close to the coating on the top and as far as possible on the bottom?
Is the anisotropy coming from the top or the bottom of the quenching – or both?
What do you recommend?
Thanks in advance for your help!”
Now the first thing is to understand is what anisotropy means and what is behind the phenomenon. If you are not already familiar with the term anisotropy please read more about the phenomenon in this article.
In order to answer the questions we asked for further information. When solving anisotropy, it is very important to take a look at the actual end result. As always, pictures tell more than words:

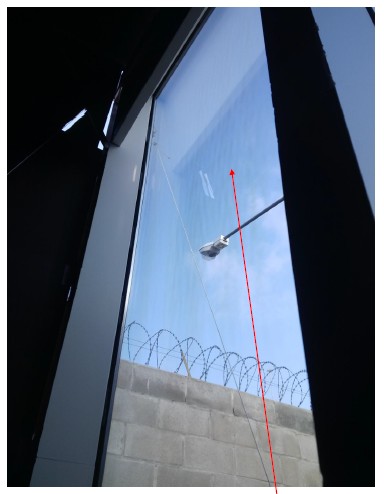
The anisotropy in the pictures seem to come from two different sources. The smaller lines are clearly quench nozzles and the large lines are most likely caused by the heating. Anisotropy is always a combination of two things:
– heating
– quenching (both top and bottom are causing it)
In this case, it seems there are corrective actions to be done to both parts of the tempering process.
The larger defects in the first picture are most likely caused by heating. It can be due to a broken heater, a blocked convection nozzle or the convection has been used for too long time during the heating cycle. With thick Low-E the, it’s good to decrease the convection level towards the end of the heating cycle. One advice that is always worth trying is to decrease the furnace temperature and increase the heating time.
In the quench, it’s beneficial to have independently controlled nozzles. This will give more tools to control the phenomenon. The first thing to do is to measure from the glass which nozzles are causing the phenomenon. See the distance between the lines and compare that to the quench structure. This will allow you to find the cause.
If, for example, the tempering line has larger and smaller nozzles in the quench, the larger ones tend to get more visible when the nozzle distance is bigger. In a similar way, the smaller nozzles can cause anisotropy easier if the nozzles are too close. To find the optimal position, you can control the nozzle distances. It is better if those nozzles can be individually controlled.
Many times, upgrading the nozzle covers will help the situation. Especially in older tempering lines, this can be a good solution.
Heating is always the most important part to correct first. If the glass is not heated in a proper way, the problem will get multiplied in the quenching.
I hope this helps you go forward!
#AskGlaston – Question #2
We liked the presentations in GPD NAVI in 2015 GlastecEXPO in İstanbul? Can you share those openly?
In March 2015, we held a conference in Istanbul, Turkey, called Glass Performance Days. The GPD NAVI event brought together different actors in the glass value chain to discuss and solve the current and future challenges in glazing solutions, and in coated and tempered glass usage, in general. The event was organized by GPD and the Glass Innovation Institute and sponsored by Tüyap and the speaking companies: Trakya Cam, Eckersley O’Callaghan and Glaston.
The day was full of presentations. Topics ranged from handling, storing and pre-processing of Low-E glass to practical advice on how to solve tempered glass quality problems. Now you can find all the material in the resources section! I hope you enjoy!
If you find this information valuable, you also might want to consider joining GPD 2015 in Finland!
Sign up for Glastory newsletter

We answer your questions about glass processing. Let us know your challenges and we promise to do our best to help you.
Comments are closed.