El consumo energético es siempre un aspecto fundamental a la hora de invertir en una nueva línea de templado. Y la razón es simple: el proceso de templado consume mucha energía. Por lo tanto, los costes energéticos constituyen una parte significativa de los costes operativos de una línea de templado. Por esta razón los fabricantes de equipos de templado procuran que sus líneas sean eficientes desde el punto de vista energético, y por eso también se topará a veces con promesas irreales acerca del consumo energético de los equipos.
La industria de la automoción ilustra perfectamente esta situación. Hasta la fecha, la tendencia es que los automóviles usen menos combustible y produzcan menos emisiones. El endurecimiento de la normativa ha sido uno de los principales impulsores de esta tendencia. Pero los precios del combustible también juegan un papel importante en el coste de propiedad del automóvil, razón por la cual los compradores también se están volviendo más exigentes. Como resultado, cada vez hay más automóviles ecológicos en nuestras calles. Pero otro resultado de este proceso ha sido el engaño perpetrado para lograr mayores tasas de rendimiento con inversiones más bajas.
Hace dos años, publicamos en nuestro blog el artículo “The Volkswagens of the glass tempering business” (Los Volkswagen de la industria del templado de vidrio) para tratar estos mismos asuntos, si bien aplicados a la industria de la fabricación de líneas de templado. Si aún no ha tenido ocasión de hacerlo, consulte ahora ese artículo para ver un ejemplo real.
Han pasado dos años desde su publicación y el asunto sigue de actualidad. Constantemente nos enfrentamos a situaciones en las que se afirma que el vidrio se puede templar utilizando menos energía de la que las leyes de la física imponen para el calentamiento del vidrio.
Por eso creo que es necesario tratar este asunto con datos concretos. Encontrará un resumen rápido en nuestra animación sobre consumo energético del templado de vidrio.
El templado de vidrio consta de dos fases: calentamiento y enfriamiento rápido. En primer lugar, el vidrio debe calentarse a una temperatura muy por encima del punto de transición de +567 °C, aunque por debajo del punto de ablandamiento de +710 °C.
Por lo general, el vidrio debe calentarse a una temperatura de al menos +630 °C para obtener un buen resultado de templado. Tras el calentamiento, el vidrio debe refrigerarse de forma rápida y uniforme a una velocidad controlada hasta muy por debajo del punto de deformación de +510 °C. Sólo después de esta fase se puede seguir refrigerando el vidrio hasta alcanzar su temperatura de manipulación.
Si está interesado en saber más sobre los procesos físicos subyacentes al templado de vidrio, eche un vistazo al manual sobre el templado de vidrio Glass Tempering Handbook.
Es importante comprender los términos que se utilizan al hablar del consumo energético. Estos términos pueden variar un poco según distintas empresas, de manera que lo más importante es asegurarse siempre de que las cifras que se le proporcionen sean completas e incluyan desde el calentamiento hasta la refrigeración. Dichas cifras deben incluir todas las métricas y variables de los calentadores, la convección, y las pérdidas energéticas del horno y de los sopladores. Asegúrese también de que las cifras reflejen una producción real y continua.
A continuación le presentamos los términos más comunes que necesitará para comprender mejor este asunto.
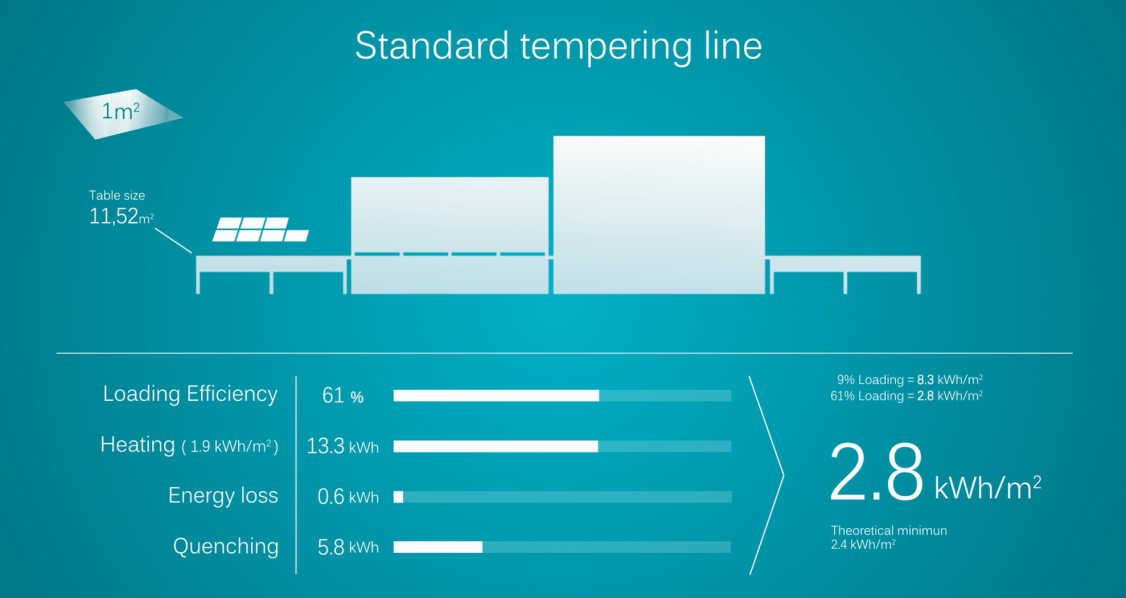
Para un vidrio de 10 mm, esto significaría que se requiere un mínimo de 4,75 kWh/m² sólo para el calentamiento. A esto hay que añadir el enfriamiento rápido. Por lo tanto, cuando le proporcionen unos valores que sean inferiores a los mínimos necesarios para el calentamiento, sabrá de inmediato que hay algún error.
El caso descrito en el artículo “Volkswagens of the glass tempering business” (Los Volkswagen de la industria del templado de vidrio) ilustra perfectamente la situación descrita: el fabricante afirma que su equipo puede realizar todo el ciclo de templado con sólo 0,20 kWh/m²*mm.
Se trata de un ejemplo extremo, pero por desgracia situaciones así no son tan raras como podría pensarse. Si un proveedor le ofrece a sabiendas información falsa para que su equipo parezca mejor de lo que realmente es ¿quién sabe qué otros datos han sido modificados para lograr el contrato?
Llegado este punto, es lógico que usted se pregunte sobre la exactitud de las cifras propuestas.
En la próxima publicación del blog explicaré la teoría en la que se basan dichas cifras, para que pueda entender qué datos físicos sustentan las cifras propuestas. También trataré con más detalle los procesos de calentamiento y refrigeración. Con esta información en su poder, ningún proveedor de dudosa honorabilidad será capaz de engañarle.
Suscribirse al boletín de noticias de Glastory

Respondemos a sus preguntas sobre el procesamiento de vidrio. Háganos saber sus desafíos y nos comprometemos a hacer todo lo posible para ayudarle.
Comments are closed.
